|
FLOWDRILL加工过程中一个重要的要素就是
确定一个合理的转速,与传统的加工工艺相比,
FLOWDRILL加工需要更高的转速,孔径的大小、材
料的厚度以及材料本身的不同都影响到转速的确定 。
- 需要的转速范围从1,000到3,500 RPM;
- 需要的功率从1.5KW到3.5KW。
|
|
|
 |
 | |
|
|
|
|
|
进给速度是钻头在工件内向前移动的
速度,根据您所使用钻床性能的不同,手
动进给、固定进给速度和变化的进给速度
都可以被采用,有一个表格,可以帮助您
根据使用的材料和材料厚度来确定最合理
的进给速度。 |
|
| |
|
|
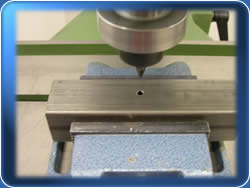
轴向力
轴向力是钻头钻如工件时,钻头施加在
工件材料表面的压力,在过大的轴向力的作
用下,较薄的材料会弯曲变形甚至遭到破坏
,必须采取适当的支撑来减小弯曲变形,采
用预制孔或选用头部带有切削刃的钻头,都
有助于在当刚开始钻孔时,减少轴向力的前
提下 ,钻头能较容易地钻进工件表面 。
|
|
|
 | |
| |
|
| |
|
刀柄
MC2和MC3刀柄可靠地保证了刀具在加工
过程中高速旋转的情况下,刀具不会产生丝毫
的滑动,刀具夹头内均匀分布在360度圆周上
的多个弹簧,为可靠而牢固地夹紧钻头提供了
保障,为减少沿主轴向上传递的热量,刀柄有
一个独具匠心的设计,装有一个铝制的圆盘,
将产生的热量快速地散发掉。刀柄采用标准锥
度,能很好地与多数标准钻床相配合,圆柱型
的刀柄适用于钻削加工中心。
|
 |
| |
|
|
润滑
为了改善品质和提高孔的加工
精度,孔的加工过程中需要润滑,
可以手工涂抹润滑膏,也可以自动
喷淋润滑油 。
|
|
|
 |
 | |
|
|
| |
|
预制孔
预制孔可以减少轴向力,也可以减小圆
柱体的高度,还可以在圆柱体的最下端部产
生一个光滑的边缘,减小轴向力还可以避免
薄壁(小于1.5毫米)工件的弯曲变形。
|
 |
| |
| |
|
为达到理想的目标而推荐的步骤 :
- ·选用推荐的功率和转速;
- ·使用推荐的刀柄;
- ·定期检查和调整刀具的夹紧力;
- ·正确地设置起始和终止的位置;
- ·按照材料和厚度选用推荐的进给速度;
- ·给刀具适当的润滑;
|
|
|
 |
|

|
|
| |
|